- Подготовительные мероприятия
- Необходимое оборудование
- Покупки, необходимые для производственного процесса
- Технология производства пенополистирола
- Этап первый. Заготовка сырья
- Этап второй. Вспениваем гранулы
- Этап третий. Высушивание
- Этап четвертый. Вылеживание
- Этап пятый. Спекание пенопласта
- Этап шестой. Резка
- Видео – Как делают пенопласт
- САП-04 станок для протяжки (армирования) пенопласта.
- комплекс станков фигурной резки пенопласта
О том, что именно потребуется для изготовления пенопласта, а также как будет выглядеть сам процесс, и пойдет речь в сегодняшней статье.
Подготовительные мероприятия
До того как приступить к покупке оборудования, необходимо подготовить соответствующее помещение.
По этой причине в помещении, где будет производиться пенополистирол, должна быть высококачественная вентиляционная система. Следовательно, в городской квартире наладить свой производственный цех вряд ли удастся. Потребуется отдельное помещение, в идеале – целый сарай или даже ангар на загородном участке, находящийся максимально отдаленно от жилых помещений. С этим выяснили, теперь рассмотрим, что конкретно может понадобиться в работе.
Оборудование для производства пенопласта
Необходимое оборудование
Минимальный набор специализированного оборудования для изготовления описываемого материала состоит из:
- парогенераторов, а также аккумуляторов к ним;
- компенсаторов;
- предвспенивателей;
- охладителей;
- приемных бункеров;
- нарезочных агрегатов;
- блок-форм;
- дробилок.
Сам процесс изготовления и реализации должен начаться со знакомства с поставщиками, которые, к слову, могут помочь с поиском реализаторов сырья и дополнительного оборудования. Большую часть отечественного рынка заполонили китайские устройства. Есть возможность доставки продукции до места назначения, подготовка соответствующей документации для таможни и проч. Для настройки и запуска системы к вам может выехать отдельно оплаченный специалист. Что же касается европейского оборудования, то оно обойдется примерно в два-три раза дороже, хотя качество при этом, безусловно, будет намного лучшим.

Клей для пеноплекса
Ранее мы делали обзор на марки клея пригодного для пеноплекса, в дополнение к этой статье советуем вам ознакомится с данной информацией читайте об этом тут
Покупки, необходимые для производственного процесса
Итак, вы составили бизнес-план, знаете, какими будут будущие объемы работ и требуемые капиталовложения, теперь вам остается главное – приобрести оборудование для производства пенопласта. В процессе будут использоваться те установки, которые приведены ниже.
-
Аккумуляторы либо парогенераторы, необходимые для нормального функционирования предвспенивателей. К данной категории относятся также пневмотранспортные трубы, весы, трансформаторы, конденсационные отводы и так далее.
6. Приемный бункер. Этот механизм может оснащаться вентилятором с режимом подогрева воздуха, или же он (вентилятор) может подключаться к нему отдельно. В этом бункере сырье вылеживается и просушивается. Аппараты могут различаться не только по показателям мощности, но и по полезному объему.
7. Стол для резки пенополистирола на листы требуемой толщины и габаритов. Прежде всего, такие столы различаются по конфигурации; многие современные модели дополнительно оснащаются дальномерами, особыми пилами, предназначающимися для шпунтирования, трансформаторами, прогревающими струны, и многим другим. Для длинных элементов профильного типа (таких как утеплители для шифера, плинтуса, колонны или же наличники) стол может быть заменен станком для трехмерного формата. Контроль в данном случае выполняются посредством особой компьютерной программы.

Выяснив, какое оборудование потребуется, рассчитаем, во сколько примерно оно обойдется.
Таблица. Приблизительная стоимость оборудования (если производительность цеха будет составлять 40 кубометров за смену).
| Парогенератор, 85 тысяч рублей (1 шт.) | Пневмотранспортные трубы, 24 тысячи рублей (1 набор) |
| Предвспениватель, 80 тысяч рублей (2 шт.) | Пароаккумулятор, 90 тысяч рублей (1 шт.) |
| Приемный бункер, 15 тысяч рублей (1 шт.) | Дробилка, 45 тысяч рублей (1 шт.) |
| Вентилятор с подогревом, 14 тысяч рублей (1 шт.) | Станок для резки, 20 тысяч рублей (1 шт.) |
| Мешок для вылеживающего бункера, 8 тысяч рублей (1 шт.) | Мешок для бункера №2, 5 тысяч рублей (1 шт.) |
| Трубы «Вентури», 3 тысячи рублей (2 шт.) | Вакуумный насос, 50 тысяч рублей (1 шт.) |
| Вентилятор, 11 тысяч рублей (2 шт.) | Блок-форма, 125 тысяч рублей (1 шт.) |
Как видим, все необходимое оборудование для производства пенопласта обойдется примерно в 680 000 рублей. Следовательно, делать пенополистирол целесообразно лишь тогда, когда речь идет о довольно больших объемах материала. Если же ваша цель – это личное потребление, то покупка всего этого едва ли окажется рентабельной.
Обратите внимание! Многие производители, стремящиеся снизить расходы, приобретают оборудование, бывшее в употреблении. К примеру, в Германии правительство выделяет кредиты под 3-5 процентов годовых на усовершенствование производственной базы. Следовательно, немцам выгоднее продавать агрегаты, отслужившие по четыре года, по текущей стоимости (минус амортизация, разумеется).
Так, установки б/у от компании «Хирш» или «Курц» будут стоить порядка 70 тысяч рублей, но вы сможете получить немецкое качество, уникальное покрытие всех железных элементов и как минимум пятилетний ресурс работы. Для сравнения: стоимость российской блок-формы после создания на ней аналогичного покрытия увеличивается где-то на 25 тысяч.
Теперь – непосредственно к процессу изготовления!
Технология производства пенополистирола
Данная технология состоит из нескольких этапов, ознакомимся с каждым из них.
Этап первый. Заготовка сырья
Сырьем в данном случае выступает вспенивающийся пенополистирол, то есть продукция химической промышленности. От того, насколько он качественен и каков его срок эксплуатации, зависят параметры производимого материала. Ведь чем больший «возраст» сырья, чем больше времени оно хранилось, тем сложнее будет вспенивать его гранулы. Что же касается плотности, то этот показатель напрямую зависит от габаритов итоговых гранул: чем они (гранулы) больше, тем выше будет показатель. И, напротив, при помощи маленьких гранул можно сделать низкоплотную продукцию.
Обратите внимание! Если пенопласт, который вы планируете продавать, будет использоваться в строительных работах, то в производстве следует обязательно добавлять антипирен (это вещество, которое препятствует воспламенению).

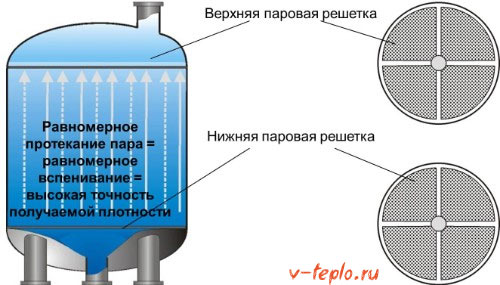
Сам процесс изготовления должен начинаться с образования водяного пара, температура которого составит 115-170 градусов, а давление – от 0,8 до 6 атмосфер. Для этого используется такое оборудование для производства пенопласта, как парогенератор. К слову, сам парогенератор по типу используемых энергоресурсов может быть:
А для того, чтобы был использован максимальный объем образованного пара, необходимо использовать паронакопитель.
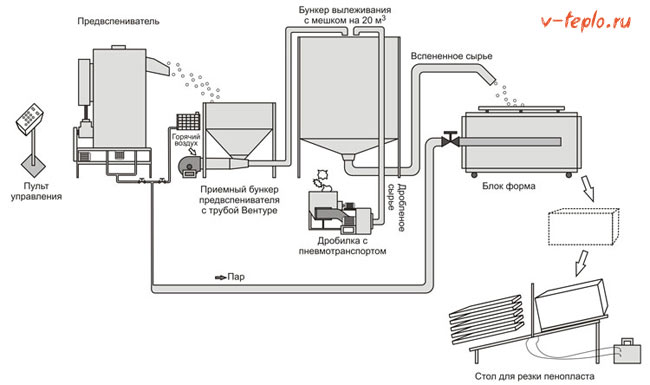
Этап второй. Вспениваем гранулы
Сырье подается во вспениватель в том количестве, которое необходимо для создания материала той или иной марки, после чего подается пар. Гранулы, будучи под воздействием этого пара, начинают вспениваться, что сопровождается их увеличением в объеме приблизительно в 25-50 раз. Как правило, чтобы получить 1 кубометр сырья, уже прошедшего вспенивание, требуется порядка 15-ти килограммов исходного сырья.

Сама процедура вспенивания длится не более семи минут. По окончании данной процедуры гранулы подаются в специальную сушильную установку, в которой избавляются от излишков влаги, образовавшихся при воздействии пара.

Этап третий. Высушивание
Дальше гранулы, как мы только отметили, подаются в сушильный аппарат, в котором обрабатываются подогретым воздухом и лишаются избытков влаги, но первоначальный объем при этом остается прежним. Что характерно, воздух попадает снизу, перманентно перемешивая частички.

Сама процедура высушивания занимает не более пяти-десяти минут.
Этап четвертый. Вылеживание
В таких бункерах гранулы окончательно стабилизируются. Длительность данного процесса зависит преимущественно от окружающих условий. Число самих бункеров зависит от уровня производительности системы, а их габариты и объем определяются высотой потолка в цеху.
Стоит заметить, что пенопласт разных марок зачастую хранится в отдельных бункерах. Материал может вылеживаться от 5 до 12 часов, после этого уже стабилизировавшиеся гранулы спекаются.
Этап пятый. Спекание пенопласта
Посредством специального загрузочного отверстия происходит заполнение блок-формы подготовленными гранулами, причем они подаются сюда под действием воздуха, который нагнетается компрессором. Далее гранулы спекаются под действием того же пара, поступающего из паронакопителя. Отметим, что качество выпекания гранул зависит от трех факторов, таких как:
- время подачи пара;
- его (пара) давление;
- температура.

После этого пенополистирол охлаждается (для этого используется такое оборудование для производства пенопласта, как вакуумная установка) и обретает требуемую форму. Длительность процедуры зависит от марки, хотя в среднем это не более 10-12 минут.
Этап шестой. Резка
Завершающим этапом производства является резка. По окончании выпекания дверка агрегата открывается, а пенополистирольный блок выталкивается на специальный стол под действием пневмотолкателя. Плиты выкладываются вертикально, после чего их нужно на несколько дней оставить. Это необходимо для того, чтобы они окончательно избавились от излишков влаги и прошли стабилизацию.

После этого блоки режутся специальным станком на листы требуемых габаритов и толщины. При необходимости проделываются выступы и пазы (отходы, как уже отмечалось выше, будут подвержены еще одной переработке).
Плиты упаковываются и продаются. Как видим, в действительности здесь нет ничего сложного, в чем вы можете убедиться при просмотре тематического видеоматериала.
Видео – Как делают пенопласт
В общей сложности процесс изготовления занимает не больше нескольких дней, и это притом, что данная продукция постоянно востребована. Это значит, что ваши капиталовложения окупятся примерно через 1-1,5 года.





САП-04 станок для протяжки (армирования) пенопласта.

 Цена 175 000 руб. за станок с шириной рабочего поля 1000 мм.
Цена 175 000 руб. за станок с шириной рабочего поля 1000 мм.
Станок САП-04 (Станок по Армированию Пенопласта) предназначен для нанесения армирующего (укрепляющего) слоя акриловой или цементной шпатлевки (штукатурки) на изделия из пенопласта: плинтусы, наличники, молдинги, карнизы и т.п. Еще этот процесс называют протяжкой: заготовка протягивается через емкость со шпатлевкой через матрицы.
Основные отличительные особенности нашего стандартного станка:
— Ширина рабочего поля 1000мм — можно армировать самые большие элементы.
— Толкающая лента с шипами — исключено проскальзывание детали.
— Прижимные ролики с надувными камерами — минимальное давление на деталь, минимальная деформация детали.
— Прижимные ролики с изменяемым углом прижима — можно настроить под любой рельеф детали.
— Приемный стол без рольгангов — стол невозможно испачкать.
— Пульт управления с регулировкой скорости протяжки и направления движения ленты.
— Точная центровка детали по направляющей и боковым штангам.
— Емкость для шпатлевки с изменяемым объемом — армируется только деталь.
— Емкость для шпатлевки съемная — нужно мало времени на чистку станка.
— При емный стол легко демонтируется — во время простоя площадь, занимаемая станком, сокращается на 60% — компактность.
— Станок работает от бытовой сети 220В — не надо трехфазной сети.
— Гарантия на станок 24 месяца.
Для армирования (укрепления) пенопласта можно использовать любую шпатлевку на основе акрила. Так же для протяжки, нанесения укрепляющего слоя на пенопласт, можно использовать составы на основе цемента.


Станок САП-04 состоит из двух частей:
Часть 1. Стол загрузки и протяжки. Стол представляет собой металлический каркас с двумя валами, на которые натянута специальная виниловая лента с шипами. Сбоку станка установлен мотор редуктор. Скорость движения и направление движения регулируются частотным преобразователем. Над лентой установлена конструкция с прижимными пневматическими роликами. Высота и ширина протяжки регулируются. Бункер станка имеет две съемные стенки — матрицы (в комплекте не поставляются). Боковые стенки бункера подвижны, что позволяет изменять ширину рабочего поля до необходимого значения. Крепление матрицы к бункеру осуществляется винтовыми зажимами. Рядом с бункером имеется технологический лоток для сбора лишней штукатурки (шпатлевки). По центру станка, в емкости для шпатлевки (штукатурки) имеется направляющая для центровки деталей. Над толкающей лентой установлены две штанги для точного позиционирования заготовки.
Часть 2. Приемный стол. Предназначен для приема готовых изделий. Состоит из подставки и двух труб с регулировкой ширины установки. Позволяет избежать попадания шпатлевки на тыльную сторону детали. Вся шпатлевка (штукатурка), которая может упасть с детали — попадают просто на пол. Такая конструкция позволяет избежать загрязнения как самого станка (с пола все просто убирается совком), так и полностью исключает возможность попадания грязи на тыльную сторону армируемой детали.
Дополнительно станок САП-04 может быть оборудован модулем для размотки армирующей сетки. Армирующая сетка применяется при армировании пенопласта составами на основе цемента, слоем толщиной до 10мм. Стоимость модуля размотки и прижима армирующей сетки — 75 000 руб. В комплект входят два вала (для бобины и прижимной). Длина станка с таким модулем — больше обычного на 300мм.
 |
Тонкий слой покрытия. Акриловая шпатлевка (штукатурка). Толщина слоя 2-3мм. Дополнительное армирование (укрепление) сеткой не требуется. Покрытие на основе акрила более дорогое. Но при этом и более долговечное. |

Пульт управления станком включает в себя функции:
1. Включение Выключение
2. Направление движения ленты
3. Регулировка скорости движения ленты
4. Кнопка аварийной остановки
Все что требуется для начала работы — это подключить станок к электросети. Каких-либо особых условий по монтажу данного станка нет. Регламентные работы станка САП-04: чистка всех подвижных частей станка после каждого использования, смазка подшипников — не реже 1 раза в неделю.
Работа станка САП-04 происходит следующим образом:
1. В бункер устанавливается матрица (входная с зазором 1мм от детали, выходная с зазором от 2 до 10мм от детали.
2. Через матрицу вставляется заглушка (пробник), по которому происходит регулировка роликов и слоя шпатлевки (штукатурки).
3. В бункер заливается штукатурка.
4. Станок включается. На минимальной скорости определяется качество. Делается дополнительная регулировка.
5. При достижении необходимого качества покрытия, скорость увеличивается до оптимальной.
Матрицы для станка по протяжке (армированию) пенопласта могут быть изготовлены из:
— Водостойкой или обычной фанеры. Можно вырезать лобзиком. Рекомендуемая толщина — не менее 8мм.
— Из оргстекла. Можно вырезать лобзиком. Рекомендуемая толщина не менее 5мм.
— Из стали. Можно вырезать на станке лазерной резки. Сталь может быть любая. Рекомендуемая толщина — не менее 3мм.
Комплект поставки станка САП-04:
1. Станок в разобранном виде.
2. Пульт управления.
3. Паспорт станка.
Провода для подключения станка к питающей сети в комплект поставки НЕ входят.
Технические характеристики станка САП-04
| Рабочее поле ШхВ | 0-1000 х 400 мм * |
| Производительность | до 20 ммин |
| Количество прижимных роликов ** | 2 |
| Объем бункера для материала | 0-50л |
| Мощность двигателя | 1,1 кВт |
| Питающее напряжение | 220 В |
| Габариты станка в сборе ДхШхВ | 3500 х 1150 х 1500мм*** |
| Масса не более | 170кг |
| * Возможно изготовление станка с любым рабочим полем | |
** Можно купить дополнительно
| Дополнительная комплектация для станка САП-04: | |
 |
Вы можете заказать у нас матрицы для станка САП-04. |
Стоимость комплекта матриц (2 шт.) — 3000 руб. Матрицы изготавливаются из стали толщиной 3мм. Стоимость подготовки файла для изготовления матрицы — 500 руб.
Вы можете заказать у нас дополнительные прижимные ролики. Если у Вас деталь большого формата, то рекомендуем заказать еще два прижимных ролика.
Цена одного ролика — 6000 руб.
Видео работы станка по протяжке (армированию) пенопласта САП-04:
 Требуется шефмонтаж? Кликните, чтобы посмотреть условия.
Требуется шефмонтаж? Кликните, чтобы посмотреть условия.
комплекс станков фигурной резки пенопласта
Станки для армирования различаются по назначению —
1 — для прямых элементов
2 — для арочных элементов
3 — для баз и капителей колонн
В любом случае вам понадобятся лекала для формирования поверхности изделия.
1 — Станок "Armir- Kar" — для армирования прямых элементов

Станок предназначен для нанесения армировочного слоя (раствора) на изделия вырезанные из пенопласта

модель ARMIR-Kar2000 — армировка элементов длиной 2 метра
модель ARMIR-Kar1000 — армировка элементов длиной 1 метр
Высокое качество армирования криволинейных поверхностей и дополнительной прочности достигается путём использования клеевого состава производства фирмы REVCO, а также специальных акрило-щелочестойких стекловолокнистых сеток
для элементов 1 метр цена станка — 3000 уе (без рамы 2500)
для элементов 2 метра цена- 3500 уе (без рамы 3000 )
Для сборки станка для армирования продается набор для самостоятельного изготовления на странице — http://www.penoplot.com.ua/kulibin.html цена набора 2500 уе, необходимо только сварить несущую раму остальные элементы идут в наборе.
2 — станок "Armir-Kap" — Для нанесения раствора на элементы вращения (базы, капители)


диаметр 1500 мм, вращение ручное


цена 800 уе (без трансформатора для нагрева профильной проволоки)
на видео выше — применение станка для фрезеровки лекал для армировочного станка.
Скорость фрезеровки 600 мм в мин. С учетом того, что работа по созданию лекала занимает 1-3 мин, скорость фрезеровки не имеет значения. Для фрезеровки пластиков применяются специальные фрезы (во избежание плавления пластика).
Таким образом вы получаете у нас весь комплекс оборудования для производства архитектурных э
при такой производительности ваш сегодняшний цех может выглядеть примерно так

поэтому лучше сразу при покупке оборудования построить стеллажи

До разработки данного оборудования практически все клиенты вынуждены были
армировать изделия по технологии работы с гипсом наподобие фото внизу


Такое покрытие защищает пенополистирол от ультрафиолетового излучения и
климатических воздействий, а также является основой под чистовую обработку
(покраску, нанесение декоративно-фактурного слоя).
Архитектурная деталь, выполненная из пенополистирола, армируется тонкой
стекловолокнистой сеткой методом утапливания ее в клеевой состав по наружной поверхности