- Что необходимо учитывать при выборе готовой муфельной печи?
- Обрабатываемые материалы: глина, фарфор, фаянс, камень
- Объем изделий
- Необходимое оборудование
- Расчет сырья
- Технологии изготовления
- Заводские методы
- Подготовка смеси и формирование изделий
- Сушка и глазурирование плиток
- Обжиг и сортировка продукции
- Своими руками
- Подготовка сырьевой массы и изготовление сырца
- Обжиг и последующее декорирование
- Производство керамической плитки как бизнес
- Современное производство
- Подготовка сырья
- Подготовка массы
- Формовка изделий
- Сушка
- Обжиг
- Как делают керамическую плитку глазурованную?
- Нормативная документация
- Плитка для пола
- Плитка для стен
- Допущения при производстве

Обжиг — процесс воздействия высоких температур на изделия, который меняет физические и химические свойства материалов.
При обжиге происходит испарение воды, химические реакции, растворение, раскристаллизация аморфных минералов. Технология применяется для повышения плотности, прочности изделий и изменения их внешнего вида.
Что необходимо учитывать при выборе готовой муфельной печи?

При выборе заводской муфельной печи учитывают вид и состав обжигаемых изделий. Заводские печи позволяют устанавливать большой диапазон температур и задавать время обжига.
На выбор влияют:
- вид материалов, подлежащих обжигу;
- объем изделий для обжига.
Обрабатываемые материалы: глина, фарфор, фаянс, камень
Материалы для обжига в своей основе содержат глины. В муфельных печах обжигают:
- красную глину (гончарные и декоративные изделия);
- терракоту (декоративные элементы интерьера, скульптуру, черепицу);
- шамот (гончарные изделия, декоративные поделки для интерьера);
- фарфоровые статуэтки, посуду;
- изделия из каменных масс;
- фаянсовые изделия.
Обжиг проводится в один, два или в три этапа. Количество этапов увеличивается, если на поверхность изделий наносятся глазурь и роспись.
Красную глину и терракоту обжигают при температуре 900—1100 градусов. Первый (утильный) обжиг ведут при 900—960 градусах. Температура второго (политого) и третьего обжига зависит от характеристик эмали и краски.

Фарфор и каменные массы при первом обжиге нагревают до 800—1000 градусов. Температура второго и третьего обжига в пределах 1250—1420 градусов и зависит от технических параметров красок и глазурей.
Фаянс сначала обрабатывают при температуре 1200—1250 градусов. Температура второго-третьего обжигов — 900—1250 градусов.
Шамотную керамику и гончарные изделия обжигают при температуре 1350—1400 градусов (утильный обжиг). Поливной и декорирующий проводят при температуре от 900 градусов.
Объем изделий
Объем изделий оказывает решающее влияние на выбор готового устройства. В продаже есть модели с фронтальной и верхней загрузкой, объемы их рабочих камер сильно различаются.
Для обжига небольших изделий, выпускаемых малыми сериями, подойдет компактная муфельная электропечь ПМ-8 (производитель ЗАО «Электроприбор», Россия). Размер рабочей камеры — 19х12х30 см, максимальный объем изделий для обжига — 0,0068 куб. м.
Для обжига крупных керамических изделий подойдет муфельная электропечь российского производителя ЗАО «Накал», модель ПК-1000/14. Внутренние размеры муфеля — 160х78х78 см. Камера позволяет обжигать продукцию общим объемом 0,97 куб. м.
Для обжига изделий объемом до 0,064 куб. метра, подойдет муфельная электропечь немецкого производителя Welte, модель WF-35 (внутренний размер муфеля 40х40х40 см).

Фото 1. Муфельная печь WF-35 от производителя Welte (Германия). Видна рабочая камера с нагревательными элементами.
В камеру обычно загружают максимальное количество изделий, чтобы использовать весь рабочий объем муфеля. Если продукция производятся непостоянно, небольшими сериями, сувениры имеют малые размеры, достаточно приобрести печь с компактной рабочей камерой. Если изделия большого объема (или мастер создает малые изделия крупными сериями), следует выбрать агрегат с просторной обжиговой камерой.
Справка. При загрузке учитывают коэффициенты линейного расширения каждого вида керамики.

Процесс изготовления кафельной плитки очень сложный. Осуществляя его очень важно точно соблюсти все условия производства. В настоящее время существует достаточное количество заводов по изготовлению кафельной плитки.
Бывает и такое, что люди пытаются сделать кафель своими руками. В основном ими движет не только желание сэкономить, но и получить на выходе уникальный, нигде не встречающийся материал. В данной статье мы рассмотрим технологию и процесс производства керамической плитки на заводе, изготовление кафеля своими руками в домашних условиях.
Необходимое оборудование
Кафельная плитка – это самый популярный материал при отделке ванной и кухни. Ее можно встретить практически в каждом доме. Выполняя ремонт своего жилья, большинство людей оставляют свой выбор именно на этом строительной материале. Также кафелем часто отделывают полы коридора или холла. Удивительно, но современные дизайнеры умудряются использовать кафель даже в гостиных и спальнях на стенах.
Для изготовления кафельной плитки в условиях завода необходимо следующее оборудование:
- Бетономешалка: предназначена для перемешивания цемента и прочих ингредиентов.
- Вибростанок: предназначен для уплотнения бетонной смеси.
- Формы: предназначены для формирования плиток.
- Специальная камера: предназначена для напыления рисунка и глазури.
- Печь: предназначена для сушки сформированных изделий.
Перечисленного оборудования будет достаточно для изготовления обычного или стандартного кафеля. Но, если производитель надумает выпускать более уникальные изделия, то ему потребуются некоторые другие приспособления. Это может быть:
- Многофункциональная камера для напыления, которая стоит немалых денег.
- Набор профессиональных трафаретов, с помощью которых будут наноситься рисунки.
Цена на оборудование для производства (изготовление) керамической плитки достаточно немаленькая. Но окупаемость хорошая.
В видео ниже рассмотрено специальное оборудование для производства кафеля:
Расчет сырья
Для изготовления кафельной плитки потребуются следующие материалы, каждый из которых выполняет в сырье определенную роль:
- Кварцевый песок (отвечает за сохранность размера после процедуры сушки).
- Глина (отвечает за эластичность смеси).
- Фелдшпатовый состав (отвечает за вязкость).
- Карбонатный состав (отвечает за вязкость).
- Разнообразные добавки.
Чтобы довести глину до необходимого состояния используют разные добавки. Они бывают следующих типов:
- Глазурь (создает защитный слой и придает изделию красивый эстетичный вид).
- Отощающие добавки (они снижают усадку глины и делают пластичность в несколько раз меньше).
- Плавни (уменьшают температуру плавления глины).
- Пластифицирующие (делают глину более пластичной).
- Ангоб (применяется для декоративной обработки изделия).
- Парообразующие (делают структуру изделия более пористой).
Технологии изготовления
Производство кафельной плитки мало отличается от изготовления керамической продукции. На протяжении многих лет оно остается неизменным.
Заводские методы
 Кафельная плитка на заводах проходит следующие этапы:
Кафельная плитка на заводах проходит следующие этапы:
- Подготовка смеси.
- Формирование изделий.
- Сушка в камерах.
- Глазурирование плиток.
- Обжиг в печи.
- Сортировка продукции.
Подготовка смеси и формирование изделий
На этапе подготовки происходит смешивание компонентов для получения необходимой однородности. В первую очередь глина измельчается, затем в нее добавляются различные добавки для получения нужного химического состава.
Перед этапом формирования глину обязательно смачивают. Насколько будет смачиваться сырье, и какие добавки будут в него входить, зависит от показателей готового изделия.
Под формовкой понимают прессование изделий. Для этого подготовленное сырье заливают в формы и прессуют под давление 400 кг/см 2 . В результате этого процесса получается достаточно прочный и очень плотный продукт.
Сушка и глазурирование плиток
На этапе сушки из изделий удаляется ненужная влага. Этот этап имеет особое значение. Дело в том, что влага в процессе обжига испарятся. Полученный пар сильно разрушает целостность плиточных изделий.
Глазурирование необходимо для придания плитки цвета или легкого оттенка. Нанесение глазури проводят перед этапом обжига. Высокая температура и последующее охлаждение превращают такое покрытие в специфическое стекло.
Такое покрытие выполняет защитные функции. В результате плитка не только получает эстетичный вид, но защищает изделие от негативных воздействий.
Обжиг и сортировка продукции
Еще один из очень серьезных этапов – обжиг. Высокие температуры печи приводят к необходимым химическим реакциям, в результате которых в плитке наступают физические изменения. В печи изделия двигаются по туннелю.
Температура печи отличается. Она колеблется в интервале от 900 до 1300 ºС. Очень важно на этом этапе постепенно уменьшение окружающей температуры. При неплавном переходе или при резкой ее смене, изделие может деформироваться.
На этапе сортировка изделия подвергают проверке. Здесь оценивают толщину, габаритные размеры, наличие трещин и степень брака. Только после этого кафельную плитку упаковывают и отправляют на продажу.
В следующем видео представлено производство кафеля в заводских условиях:
Своими руками
Для самостоятельного изготовления кафельной плитки потребуется пройти следующие этапы:
- Подготовка сырьевой массы.
- Изготовление сырца.
- Проведение бисквитного обжига.
- Последующее декорирование.
Подготовка сырьевой массы и изготовление сырца
 На первом подготовительном этапе очень важно правильно подобрать тип глины. Здесь обязательно нужно учитывать ее пластичность. Пластичное сырье позволяет сформировать абсолютно любую форму.
На первом подготовительном этапе очень важно правильно подобрать тип глины. Здесь обязательно нужно учитывать ее пластичность. Пластичное сырье позволяет сформировать абсолютно любую форму.
Оптимальным вариантом в этом случае выступает глина средней жирности. Если имеется глина повышенной жирности, то значение можно усреднить, добавить к материалу песок, пемзу или шамот. Такой способ позволит избежать разрыва при обжиге и сделает сырье менее тугоплавким.
После смешивания компонентов полученную массу заворачивают в полиэтиленовый пакет. Здесь очень важно полностью перекрыть доступ кислорода. Сырье должно впитать имеющеюся влагу. Воздушные пробки в плитке сильно снижают качественные характеристики. Этот способ заметно улучшит качество глины.
Для формовки используют полиуретановые формы или любые другие подходящие по характеристикам. При формировании очень важно хорошо распределить глину по форме и тщательно ее утрамбовать. При этом толщина будущего изделия по всей площади формы должна быть одинаковая.
Подготовленный сырец просушивают. О готовности судят по отвердению и осветлению плитки.
Обжиг и последующее декорирование
Обжиг так же проводится под действием высоких температур. В результате должно получится стеклоподобное изделие. В домашних условия не получится добиться температуры в 1300 ºС, будет достаточно 850 ºС. Бисквитным обжиг называют потому, что сырец дает усадку. Это нужно обязательно учитывать при подсчете габаритов изделия.
На этапе декорирования можно проявить фантазию. Разнообразные рисунки украсят любое изделие. Самое главное здесь использовать глазурь. Ее можно наносить кистью или просто распылителем. Нередко применяют и способ обливания. Глянцевого блеска добиваются с помощью лака или эмали.
По окончанию декорирования изделие подвергают обжигу во второй раз. Здесь важно не превышать заданного значения температуры, иначе плитка может потрескаться.
В видео ниже представлен процесс ручного изготовления керамической плитки:
Далее будет рассмотрен бизнес-план по производству керамической плитки.
Производство керамической плитки как бизнес
Бизнес по изготовлению кафельной плитки всегда будет иметь место. Открывая свое мини-производство можно довольно легко найти покупателей благодаря тому, что плитка будет стоить немного дешевле, чем у конкурентных производителей. При этом она не будет отличаться низким качеством. Именно эти два фактора всегда стоят на первом месте у потребителя.
Итак, на закупку оборудования понадобится примерно 300 000 рублей. На закупку материала потребуется около 350 000 рублей.
За дополнительное оборудование так же придется заплатить:
- Многофункциональная камера для напыления: примерно 90 000 рублей.
- Набор профессиональных трафаретов: 18 000 рублей за 200 штук.
Кроме этого, необходимо будет снять площадь, где будет установлено оборудование и осуществляться процесс производства. В среднем на это понадобится около 35 000 рублей. В эту же цифру включим немалые затраты на электроэнергию.
Процесс не автоматизирован, поэтому без работников здесь не обойтись. На заработную плату обслуживающего персонала выделим около 90 000 рублей. При этом потребуются деньги и на сам процесс открытия дела. Это примерно 45 000 рублей.
Разделим перечисленные затраты на два вида:
- Одноразовые, которые будут составлять 453 000 рублей.
- Ежемесячные, которые будут равняться примерно 475 000 рублей.
Для определения дохода будем считать, что объем производства составляет 5 000 м 2 плитки. Пусть цена за квадрат составит 210 рублей. Тогда ежемесячная прибыль будет ровняться 1 050 000 рублей. Чистый доход за минусом ежемесячных затрат составит 575 000 рублей. На полную окупаемость вложенных затрат понадобится чуть больше года.
Сумма дохода от производства кафельной плитки очень неплохая, но все те так гладко. В этом бизнесе есть свои подводные камни.
- Во-первых, сбыт кафельной плитки очень сильно зависит от сезона. Так, зимой ее покупают очень мало, в основном о строительстве и ремонте люди начинают думать весной и летом. Именно в это время года можно рассчитывать на полный сбыт сделанной плитки.
- Второй фактор – это модные тенденции. Нельзя выпускать плитку в полном объеме в месяцы, когда она мало пользуется спросом. Ведь пройдет время и плитка станет немодной и не интересной. Спрос покупателей на нее упадет.
Производство керамической плитки известно человечеству издревле. Уже древние греки и этруски производили нечто подобное, обжигая на кострах пластинки из глины. По предположениям ученых в V-III веках до нашей эры представители трипольской цивилизации сооружали дома на основе деревянных каркасов, на которые наносились глиняные фрагменты. После этого вокруг сооружения разводились костры, и материал затвердевал. Окончательная обработка заключалась в нанесении красочных рисунков, из которых многие дошли до наших дней.
Современное производство
В наши дни изготовление керамической плитки представляет собой сложный технический процесс, основные элементы которого, однако, схожи с приемами, применявшимися много веков назад.
Технологическая схема производства керамической плитки состоит из следующих этапов:
Подготовка сырья
Сначала подготавливается смесь, в которую могут входить следующие составляющие: глинистые компоненты (необходимы для пластичности массы), кварцевые ингредиенты (формируют «скелет» плитки), карбонатные и фельдшпатовые добавки, которые дают плитке структуру стекловидного образца.
Подготовка массы
На этой стадии компоненты измельчают, просеивают, взвешивают и смешивают в требуемых пропорциях посредством шаровой мельницы. Смесь увлажняют в нужном процентном соотношении.

Формовка изделий
Здесь применяется один из трех возможных методов: прессовка, экструдирование, литье. Изготовление керамической плитки способом прессования предполагает, что элемент (влажность сырья не более семи процентов) сдавливается специальным штампом с двух сторон давлением около 200-400 килограмм на квадратный сантиметр (самый распространенный способ производства).

Экструдированные образцы получаются с использованием экструдера, который вытягивает глиняную смесь (влажность исходной массы около 15-20 процентов) в ленту, нарезаемую потом на фрагменты (считается весьма прогрессивным методом). Реже всего выпускают литые варианты, когда масса заливается в формы. Этот метод плох тем, что конечный продукт получается разной толщины и размеров.
Сушка
После формовки сырые глиняные изделия предварительно подсушиваются при температуре около 100 С.
Обжиг
Обжиг полученных плиток осуществляется при температуре 900 – 1300 градусов Цельсия.
Еще несколько десятилетий назад оборудование для производства керамической плитки на этом этапе было представлено только туннельными печами.
В них изделия перемещались внутри своеобразной трубы, где сначала медленно нагревались, начиная с 60 С, а потом охлаждались. Процесс мог занимать до 24 часов времени. Сегодня почти повсеместно применяются печи быстрого обжига, где плитка обрабатывается в нужном температурном режиме за 40-60 минут.

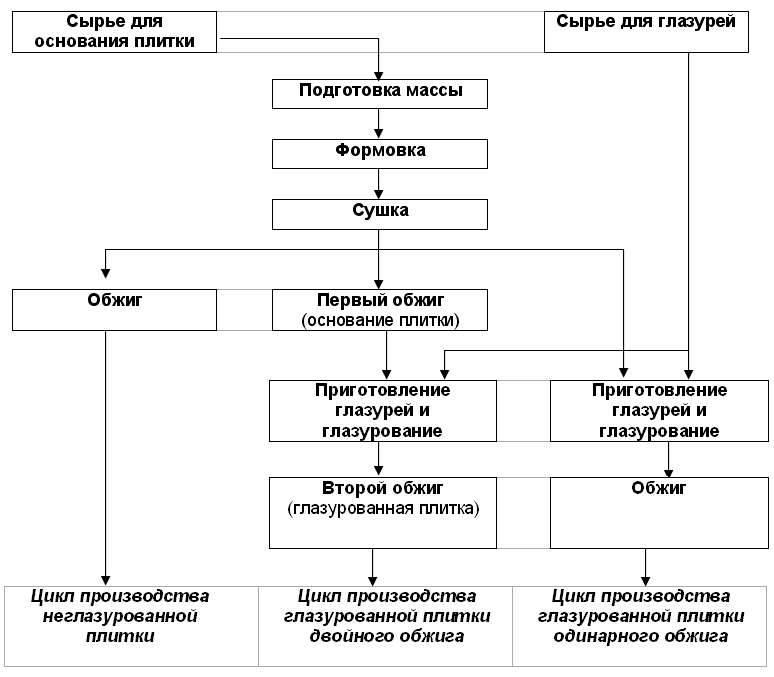
На этом технология производства керамической плитки неглазурованных артикулов (красный грес, котто, клинкер, гресс-порчеллотанно) завершается. Ее остужают, сортируют, пакуют и отправляют в магазины.
Как делают керамическую плитку глазурованную?
Если планируется выпуск изделий одинарного обжига (клинкер, светлая или красная плитка), то после сушки на плитку наносятся предварительно подготовленные эмали, проводится процесс эмалирования и материал обжигается.

Для плиток двойного обжига (майолика, фаянс, коттофорте) за этапом подсушивания идет предварительный обжиг основы. Далее на поверхности наносятся эмали, и продукция проходит этап повторной термической обработки.
Нормативная документация
Производство керамической плитки регулируется рядом законодательных актов. В общем, выделяют стандарты для напольных изделий и для артикулов, которые применяются при внутреннем оформлении стен.
Плитка для пола
Керамическая плитка (ГОСТ 6787 2001) выпускается для выполнения напольных покрытий. Она бывает основная и бордюрная, при этом размеры бордюрных артикулов должны соответствовать размерам основных. ГОСТ допускает выпуск изделий квадратной, многогранной, прямоугольной и фигурной формы. Координационные размеры стандартных квадратных плиток могут достигать от 150х150 до 500х500 мм, а прямоугольных – от 200х150 до 500х300.


Толщина плиток определяется каждым производителем индивидуально, но она не должна быть менее 7,5 мм. Помимо координационных имеются номинальные размеры, которые меньше координационных на ширину шва (от 2 до 5 мм).
Для покупателей керамической плитки (ГОСТ), возможно, будет интересно узнать, что означают условные изображения. Так маркировка ПНГ 300х300 (297х297х8,5) ГОСТ 6787 2001 указывает на то, что плитка предназначена для пола, неглазурованная с координационными размерами 300х300 и номинальными – 297х297, при толщине 8,5 мм.
Изделие выпущено по соответствующему ГОСТу, и должно иметь товарный знак производителя на монтажной поверхности.
Плитка для стен
Если в магазине вам предлагается плитка керамическая (ГОСТ 6141 91), то нужно помнить, что эти артикулы предназначены для облицовки стен. Они бывают фигурными, прямоугольными и квадратными.
Отличительной особенностью изделий, выпускаемых под этими стандартами, является то, что присутствуют модели с различными скруглениями (завалами), а также модели для отделки углов, карнизов и др.
Условные обозначения здесь непрофессионалу скажут о немногом – указывается только тип плитки, ее цвет и ссылка на ГОСТ. Например: тип 50 белые ГОСТ 6141 91.


Обращаем внимание на то, что керамическая плитка (ГОСТ) этих артикулов не предназначена для площадей, подвергаемых высоким и низким температурам, агрессивным средам, механическому воздействию или грунтовым водам. Об этом прямо говорится в ГОСТ, поэтому, если кто-то будет уверять вас в обратном – не верьте.
Допущения при производстве
Согласно вышеуказанным ГОСТам при производстве керамической плитки допускаются минимальные дефекты.
Например, напольная плитка может иметь посечку длиной не более 10мм, и при этом не должна иметь волнистости глазури, выплавок, нечеткого рисунка, заметного с расстояния одного метра.
На настенной плитке высшего качества допускаются наколы, «мушки» или нарушения декора, которые не видно с расстояния в один метр. На изделиях второго сорта допускаются небольшие сколы, пятна, пузыри, волнистости, углубления, просветы на цветных плитках (вдоль краев). Наличие таких недочетов влияет на цену товара, который можно купить значительно дешевле, если эти недостатки не имеют существенного значения для дизайна.