- 1 Технология изготовления пенополистирола
- 2 Оборудование для производства
- 2.1 Участок хранения и проверки сырья
- 2.2 Агрегат для вспенивания
- 2.3 Контейнер для вылеживания
- 2.4 Агрегат для формирования блоков полистирола
- 2.5 Агрегат для нарезки пенополистирола
- 2.6 Агрегат для переработки отходов
- 2.7 Производство экструдированного ППС
- 2.8 Технология производства пенопласта (видео)
- Технология производства
- Производство экструдированного пенополистирола — видео
- Оборудование
Покупка и продажа
оборудования для бизнеса
Покупка и продажа
оборудования для бизнеса
- Главная
- Каталог оборудования
- Оборудование для производства строительных материалов
- Производство пенопласта, пенополистирола, минеральной ваты
- Оборудование для производства пенополистирола
- Линия для производства плит из экструдированных пенополистиролов
Код товара: 56828
Производитель: Feininger (Nanjing) Energy Saving Technology Co., Ltd.
Назначение: Продаем линию для производства экструдированного пенополистирола
- Описание
- Технические характеристики
- Дополнительно
- Доставка и оплата
Плиты из экструдированного пенополистирола(XPS) являются современной и наиболее эффективной теплоизоляцией. Основные достоинства линии для производства плит из экструдированного пенополистирола(XPS): очень низкая теплопроводность, высокая прочность и влагостойкость, долговечность и стабильность параметров в течение всего срока службы. ПрименениеXPS в качестве теплоизоляции жилых и коммерческих зданий дает положительный экологический эффект в балансе энергосбережения и вредных выбросов. Применение плит из экструдированного пенополистирола снижает количество энергоресурсов(газ, нефть, электричество), необходимых для поддержания комфортных условий жизни. Значительно снижаются энергетические потери здания. Это означает, что широкое использование плитXPS в качестве теплоизоляции зданий положительно влияет на экологию, снижая потребление энергетических ресурсов в целом.Главная продукция нашей компании: линия для производства плит из экструдированного пенополистирола(XPS), профилегибочное оборудование, экструдированный пенополистирол, сэндвич панель и.т.д Производительность нашей линии для производства плит из экструдированного пенополистирола(XPS) — с250кг/час до1500кг/час. Преимущества Нашей XPS Линии 1) Стоимость линии от нашей компании Файнингер дешевле на 80-90% при одинаковой производительности, чем оборудования из Европы. 2) Пользуется новым сырьём, также 100% пользуетсявторичным материалом, например вторичный гранул из EPS, GPPS и т.д. Этивторичные материалы значительно снизить издержки производства. А линия изЕвропы только пользуется новым сырьём. 3) Благодаря тому, что пользует CO2 и бутан в качествевспенивателя, а не CFC и HCFC, значительно сократить вредное влияние наокружающую среду. 4) Ваккумная система вспенивания и параллельныедвухшнековые экструдеры. Мы можемпринять двойные винты или один винт в первом экструдере. Наш объём производствасоставляет от 200 кг на душу часов до 800 кг в час, который может удовлетворитьтребованиями от большинство клиентов. 5) Уникальная технология! Все вспомогательныеоборудования могут работать онлайн. 6) Более 12 лет опыт для производства линии XPS. 7) Расход энергии нашей линии самый низкий во всёммире при одинаковой производительности. 8) Сертификаты CE и ISO.
Связаться с продавцом
Линия для производства плит из экструдированных пенополистиролов
Связаться с продавцом
Шанхай или Нанкин
Связаться с продавцом
- Отзывы
- Вопросы-ответы
О компании “Гипер-пресс” пока нет отзывов :(
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
1 Технология изготовления пенополистирола
Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.

Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м³. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м³. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м³, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После того как сырье вылежало требуемого количество времени, из полуфабриката формируются блоки пенопласта на утепление фасада пенопластом. Происходит это в блок-форме, внутри которой гранулы обрабатываются подающимся под давлением паром.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.

Подлежащие вспениванию гранулы полистирола
2 Оборудование для производства
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.
2.1 Участок хранения и проверки сырья
Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
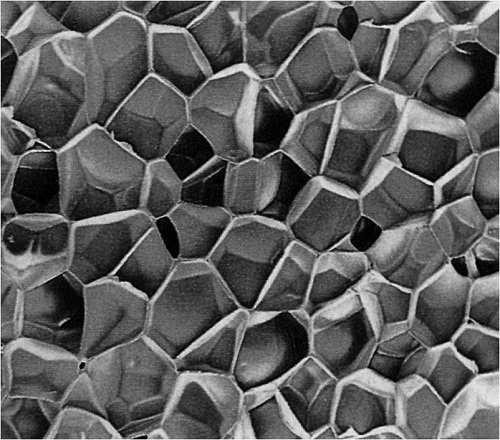
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
к меню ↑
2.2 Агрегат для вспенивания
Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
к меню ↑
2.3 Контейнер для вылеживания
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
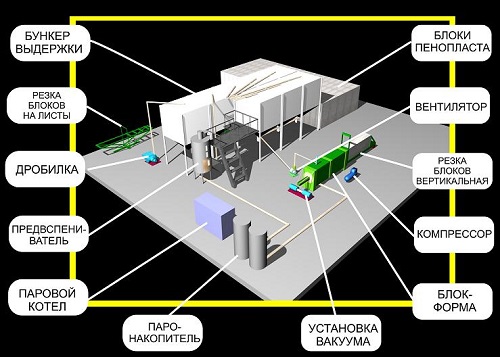
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
к меню ↑
2.4 Агрегат для формирования блоков полистирола
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
к меню ↑
2.5 Агрегат для нарезки пенополистирола
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.

Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Режущий элемент оборудования – раскаленные струны из тугоплавкой стали, которые способны выполнить быстрое и эффективное формирование плит пенопласта требуемых форм и размеров.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
к меню ↑
2.6 Агрегат для переработки отходов
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
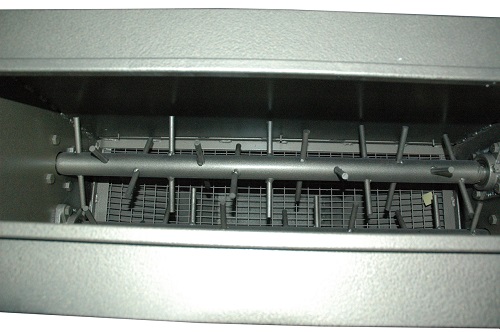
Дробилка для отходов пенопласта
2.7 Производство экструдированного ППС
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.
Экструзионная головка предает пенополистиролу требуемую структуру, в результате чего на выходе получаются монолитные изделия, обладающие закрытыми ячейкам диаметром 0.1 мм, которые превосходят обычный пенополистирол по параметру гидрофобности и паропроницаемости.
Данная технология предусматривает иной подход к вспениванию сырья, которое происходит вследствие смешивания гранул с вспенивающим реагентом в азотной среде.
к меню ↑
2.8 Технология производства пенопласта (видео)

Пенополистирол — однородное вещество белого цвета, которое имеет своеобразную структуру из шариков, которые соединены между собой. Данный материал упругий и лишен запахов. Уже больше 40 лет пенополистирол задействован для строительных целей, отличается своими теплоизоляционными, звукоизоляционными свойствами, экономичен и абсолютно безвреден.
Производство пенополистирола не требует значительных технологических процессов. В качестве сырьевого материала выступает полистирол, вспениваемый, представляющий собой шарики. В состав каждого шарика входит вещество парообразовательное.
Далее технология производства требует процесса, при котором данные шарики нагреваются, что ведет к размягчению, выделению газа, который именуем как пентан, и увеличению элементов в объеме. Температура, необходимая для данного процесса, должна быть примерно 100 градусов. После процесса предварительного вспенивания шариков, они поступают в заранее подготовленную специальную форму, в которой и образуются блоки увеличенных объемов.
Технология производства
Первейшее, что предвидит технология производства экструдированного пенополистирола, — это процесс вспенивания гранул, который возможен лишь благодаря веществу порофору, которое содержится в гранулах.

Применяется специальный вспенивающий агрегат, который имеет подвод водяного насыщенного пара, происходит образование микроячеистой структуры в цельном материале пенополистирола. Чтобы предотвратить склеивание гранул, они должны постоянно перемешиваться с помощью специальной механической мешалки.
Далее, производство экструдированного пенополистирола, предвидит пребывание вспененных гранул в загрузочной системе транспорта пневматического, затем вещество перемещается в трубопровод, по которому оно транспортируется в силососы.
В процессе силосования сырье подвергается диффузии, при котором воздух поступает вовнутрь гранул. Затем, гранулированное сырье поступает в емкость приемную. Для загрузки необходим пневмотранспорт. С приемной емкости гранулы транспортируются в экструдер, который является своеобразным валом с разнообразными насадками.
В данном оборудовании полистирол гранулированный плавится, чтобы уже готовое изделие обрело определенные характеристики, с помощью дозаторов добавляются необходимые компоненты.

Данными добавками могут быть антипирены, которые снижают горючесть. Или же добавляются газы: изопетан, петан или же углекислый газ, которые обеспечивают раздувание ячеек полистирола, в результате придавая ему форму пены.
Далее масса подается к головке щелевой, где происходит процесс формирования ленты вспененного вещества. Лента поступает на транспортер, затем поступает в оборудование, на котором происходит последний этап- обрезание материала, и складывание.
Производство экструдированного пенополистирола — видео
Оборудование
Современное оборудование для производства экструдированного пенополистирола стоит около 210000 евро. Благодаря ему можно получать экологически чистый материал. Также существует более дешевое оборудование для экструдированного пенополистирола, его стоимость колеблется в рамках 110000 долларов. Оно предназначено для производства пенополистирола экструдированного, пеноплекса, утеплителей для всевозможных целей, материалов теплоизоляционных.