- Купить в один клик
- Комментарии 19
- Для чего нужны вальцы
- Виды вальцов
- Гидравлические
- Механические/рычажные
- Электрические
- Принцип работы вальцов
- Как пользоваться вальцами
- Лучше купить или сделать самому?
- Какие есть на рынке
- Сборка своими руками
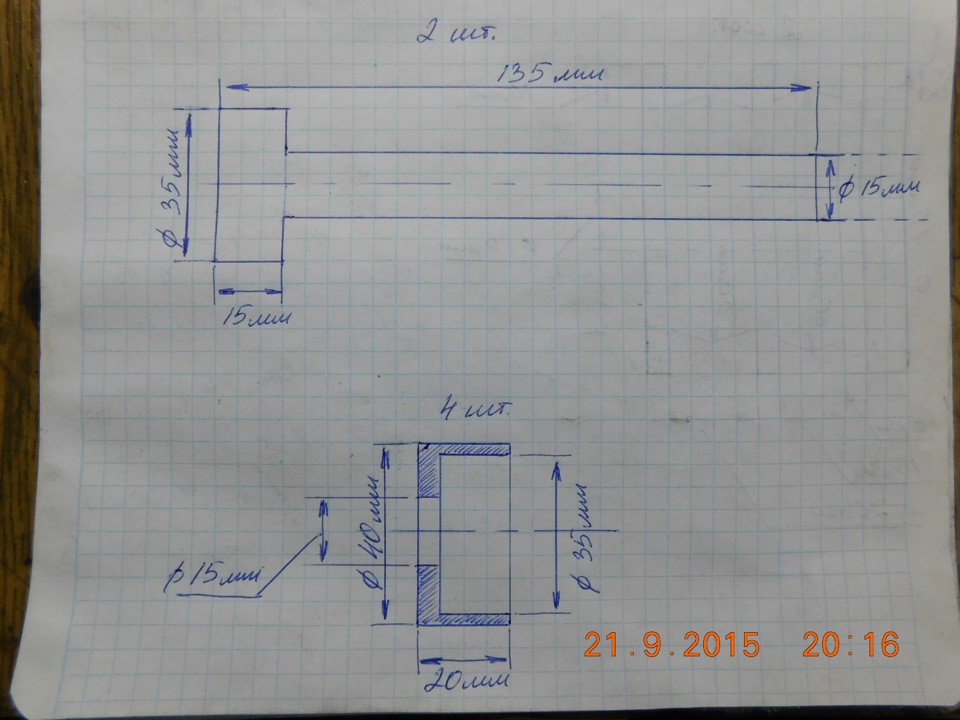
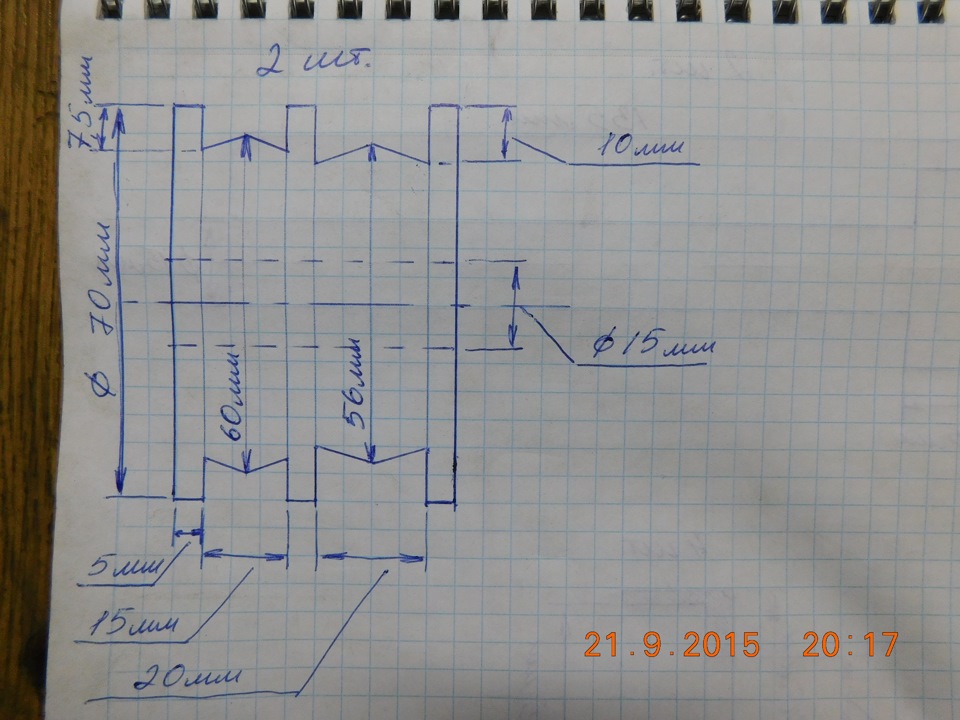
- Чертеж
- Материалы и инструменты
- Что входит в конструкцию
- Заполнение песком или водой?
- Выбор пружины
- Нарезаем и варим
- Видео процесса




Комплект роликов для усиления профильной трубы
Усиливают трубу 15*15 и 20*20 мм
Закалены до 55 HRC
Купить в один клик
Доставка
Доставка бесплатная* от 15 000 рублей
Возврат и обмен
14 дней возврат/обмен 1 год гарантия
Возникли вопросы?
Звоните: +7 (843) 267-14-74 или напишите нам!

Ролики для нанесения фактуры на ребрах трубы

Восстановил чертежи по вашим просьбам, выкладываю на всеобщее обозрение;


Комментарии 19

А видео глянуть есть где?

Здравствуйте, помогите пожалуйста с чертежами для станка усиление проф трубы, а именно, ролики под трубу 10,15,20,25мм+валы

Как вариант, можно было вместо кернения посадочного места подшипника сделать стопорную крышку (на болтах) … Ремонтопригодность повысится …
Можно было, но времени в обрез, работа стояла)))
Миниатюрный ХПТР 15;20 Стан xD
Наверное, что такое ХПТР?
Роликовый стан Холодной Прокатки Труб … Принцип работы похожий =)))

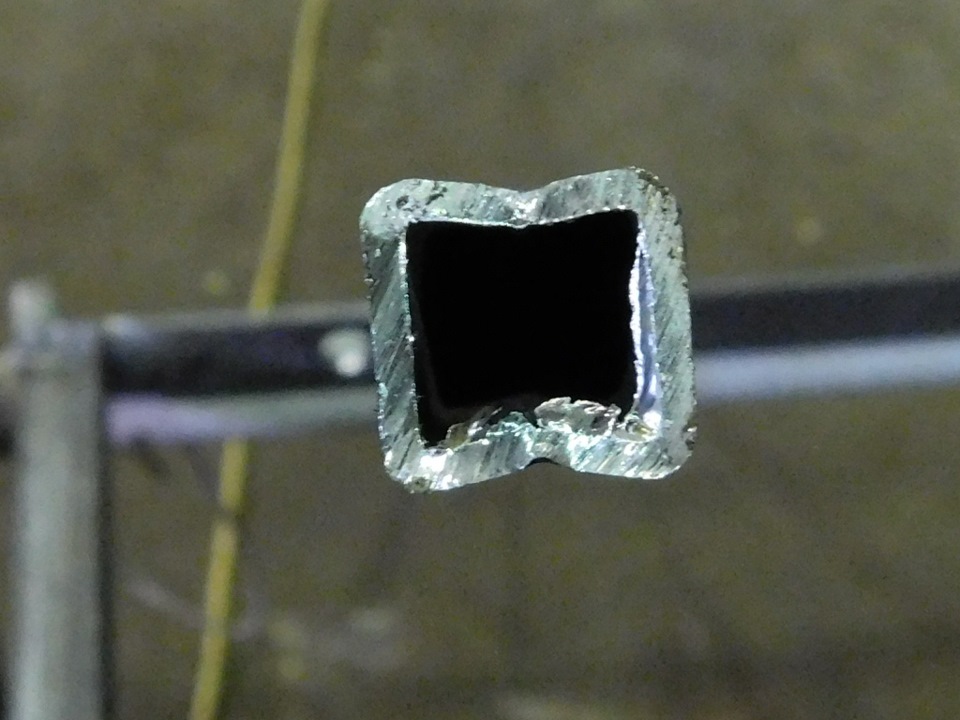
В вертикальной оси жесткость как была так и осталась, в горизонтальной стала еще хуже. Ролик такой конструкции должен стоять один в трубогибе который катает по внутреннему радиусу. Когда катаешь трубу особенно прямоугольную наружная стенка растягивается, а внутренняя сжимается, металлу от сжатия деваться некуда и он идет волнами, что бы волны исключить внутреннюю стенку вдавливают и металл уходит внутрь трубы. Жестче она от этого не становится, но внешне выглядит эстетично. Квадратные трубы еще выдерживают маленькие радиусы изгиба, прямоугольные точно нет.
При проведении ремонтных и строительных работ в частном секторе часто возникает необходимость в изготовлении криволинейных конструкций из металла. Их используют для создания каркаса для козырьков, навесов, крыш домов и беседок. Решить данную задачу помогут вальцы для профильной трубы. Это приспособления, которые можно приобрести в специализированных магазинах или сделать своими руками. Рассмотрим предназначение этих устройств, их разновидности и спецификацию.
Для чего нужны вальцы
Сгибание профильной трубы — процесс, выполнить который точно и аккуратно с помощью молотка, нагрева или мускульной силы практически невозможно. Приложение надавливания разной силы, отклонения в степени нагрева и усталость мастера приводят к отклонениям в геометрии готовых изделий. Если оно необходимо в единичном экземпляре, то с этим можно смириться. Как правило, для создания инженерных сооружений требуется несколько одинаковых по всем параметрам заготовок.

Только вальцевание прокатки на специальном станке является способом достижения подобного результата. Вальцы представляют собой механизм, состоящий из нескольких металлических валов и источника энергии, приводящего их в движение.
Виды вальцов
Для придания прокату требуемой формы применяются приборы с одинаковой механической частью и разными приводами.
Выбор источника энергии зависит от нескольких факторов:
- насколько большая нагрузка потребуется для сгибания металла;
- как часто будет использоваться оборудование;
- в каких условиях планируется эксплуатация трубогиба;
- собственные познания, опыт в области конструирования и работы с железом.
Кратко рассмотрим особенности каждого вида привода.
Гидравлические
Конструкции такого типа являются самыми мощными и производительными. Как правило, их используют фабрики и заводы, занимающиеся массовым производством криволинейных профилей. Гидравлика сложна для самостоятельного монтажа, но она создает усилие, достаточное для изгиба сразу нескольких труб крупного сечения.
В домашних условиях конструирование гидравлического профилегиба экономически оправдано в том случае, если планируется изготовление десятков или сотен толстых арочных профилей.
Механические/рычажные
Ручной трубогиб привлекателен тем, что он прост в сборке, мобилен и автономен. Механическое устройство приводится в действие мускульной силой мастера.

Изделия отличаются портативностью и небольшим весом. Их легко переносить с места на место и перевозить в кузове. Усиление давления на приводное устройство достигается за счет увеличения длины рычага. Но, изгибать вручную можно только профили сечением не более 40×20 мм. Эти детали подходят для строительства крыши дома и дворовых построек. Из арочных профилей изготавливают теплицы, покрываемые сотовым поликарбонатом.
Электрические
Использование электрического двигателя для пропускания заготовок через валы не только ускоряет процесс изгибания труб, но и избавляет домашнего мастера от тяжелого физического труда. Производительность электрических устройств высока при незначительных финансовых расходах.
Сборка станка собственными силами требует знаний в области механики, электротехники и кинематики. Следует обратить внимание вопросам безопасности.
Принцип работы вальцов
Вальцовка профильной трубы — это процесс придания ей изгиба определенного радиуса. Чтобы этого добиться, необходимо поместить заготовку между роликов, которых расположены снизу и сверху. Заготовка подается в устройство и придавливается сверху. После этого валы начинают вращаться, продвигая трубу вперед и деформируя ее по направлению верхнего вала.
Если степень изгиба недостаточна для проекта, то степень надавливания увеличивается. Изделие прокатывается через вальцы до тех пор, пока не будет достигнута необходимая форма.
Как пользоваться вальцами
Это приспособление состоит из нескольких статических и подвижных деталей:
- Основанием является прочная, тяжелая и устойчивая станина, к которой крепятся все остальные узлы и механизмы.
- На раме расположены ролики, выполняющие роль приемного и подающего устройства. К роликам подведена передача на силовую установку.
- К основе крепится прижимное приспособление, регулирующее параметры изгиба. Как правило, производители используют струбцину с резьбой.
- На раме закрепляется направляющая из металлического листа, арматуры или стального профиля. Эта деталь необходима для того, чтобы заготовка не изгибалась в горизонтальном направлении.
Независимо от источника энергии, подведенного к направляющим роликам, все устройства работают одинаково. После включения оборудования конец профиля вставляется в отверстие между роликами и подается вперед. Захваченная заготовка проходит по валам, где деформируется. Для уменьшения радиуса проводится подкручивание струбцины и повторный прогон арки.
Лучше купить или сделать самому?
Общее у произведенной на заводе продукции одно — высокая цена. Она намного превышает расходы на закупку готовых арок или заказ этой услуги у профессионалов. При грамотном подходе к делу самодельные трубогибы превосходят по качеству заводские аналоги.
Решение о том, делать дорогостоящую покупку или изготавливать станок своими руками следует после изучения конъюнктуры рынка и оценки своих возможностей.
Какие есть на рынке
Хозяйственный рынок предоставляет широкий выбор трубогибочного оборудования, различающегося по разным параметрам. Станки могут иметь несколько роликов и даже направлений для одновременного загиба нескольких заготовок. Рабочая зона оборудована откидным или регулируемым валом.

Привод выводится на верхние и нижние валы или только на один уровень. Электрические и гидравлические устройства предусматривают возможность ручного вращения с указанием, какое усилие для этого потребуется.
Современные модели трубогибов классифицируются по таким критериям:
- силовой привод;
- габариты;
- вид обрабатываемого металла;
- толщина стенок профиля;
- диаметр (мм) роликов;
- максимальная длина заготовок.
Практически все станки имеют опцию реверса вращения прокатного механизма.
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Небольшой по размерам станок легко перемещать по участку, для него нет необходимости строить отдельное помещение.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.

Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.

Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
Самым простым решением является заполнение заготовок песком. Его проливают водой, трамбуют, после чего приваривают заглушки на торцы.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
Видео процесса
Просмотр видео работы по самостоятельному изготовлению вальцов поможет начинающим мастерам без труда справиться с этой работой.
Если статья пригодилась вам — поделитесь ею с друзьями и подписывайтесь на обновления. До встречи!